精密模具加工的电火花加工经验
电火花加工(EDM)是塑料模具制造的重要工艺。模具工厂里的一些技术误区会导致数控电火花加工达不到预期的精度、表面、效率等要求,下文对这些常见的误区进行分析与指导。
误区1. 用电极碰工件分中,经常“打偏”
指导:使用电极直接碰工件的方法,属于面接触。接触面之间不可避免地存在或多或少的细微物,接触面也存在装夹精度误差,它们将直接影响找边、分中的精确度。使用这种方法,必须严格要求将接触面擦拭干净,但由于还是有人为因素的存在,精度会有不稳定的情况。
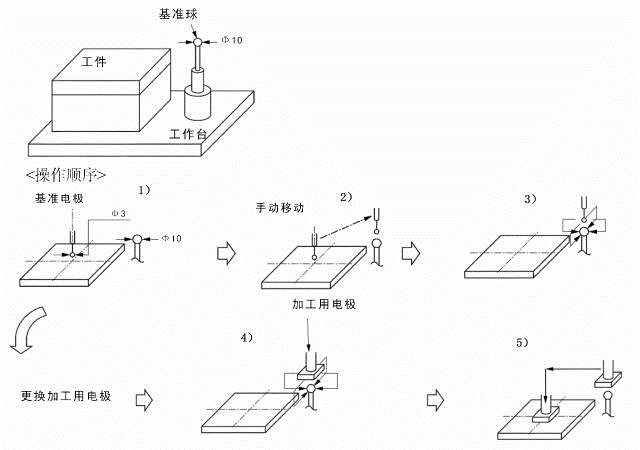
对于数控放电机,推荐使用基准球分中的方法,这是模具工厂放电必备的方法。通常的做法是:
· 装夹工件;
· 在工作台上放一个基准球;
· 在主轴头上安装测头;
· 使用测头对工件分中;
· 使用测头对基准球分中;
· 取下测头,安装电极;
· 之后的电极都是对基准球进行分中
由于分中过程都是点对点的感知接触,因而可实现μm级的高精度定位精度。另外,电极分基准球的过程移动距离变小,可充分利用机床的行程,效率也提高了。
误区2. 千篇一律选用同一种电极材料
指导:国内大多数模具企业使用紫铜作为电极材料。在追求高效率加工的今天,你是否去考察过石墨电极的加工优势?或许你会简单地认为石墨电极只适用于大型模具加工或者粗加工。事实上,这种认识是片面的或者还停留在传统的制模观念。
当前越来越多的模具企业,开始使用石墨电极来大幅度缩短模具制造周期。因为无论是铣削电极还是放电加工的过程,都能节约大概50%的时间,这是石墨电极的显著优势。另外,石墨做大电极重量轻,窄缝加工不容易变形,CNC铣削没有毛刺,可设计整体电极来减少电极数目等等,都充分体现了石墨材料的优势。当然了,在要求Ra0.4μm以下的精细表面加工,石墨加工就不太合适了。
对于微细类加工,要求极低的电极损耗。这时就有必要选用优质的紫铜电极或者洛铜电极。对于高附加值零件的放电加工,使用价格更昂贵的铜钨合金能获得更小的电极损耗,尤其在加工硬质合金类工件。
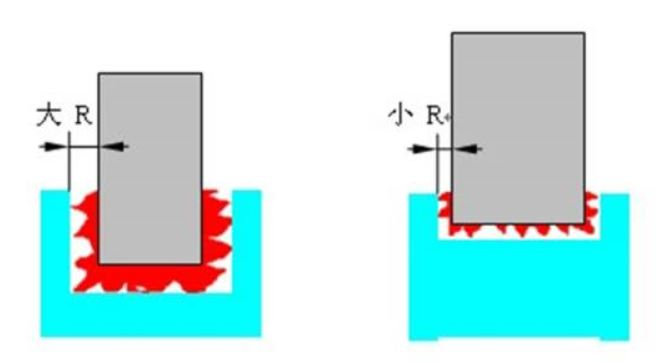
误区3. 电极火花位做得偏小,大幅度降低了加工效率
指导:不少工厂在使用数控放电机时,电极火花位工艺仍然参照传统放电机,比如粗加工粗加工电极火花位取单边0.15mm,精加工电极取单边0.06mm。
偏小的电极火花位大幅度限制了数控放电机不能使用更大的电流来进行高速加工。事实上,在高速切入加工后,只需通过平动加工即可快速修光型腔侧面,这是实现放电表面、效率、精度指标完美效果的工艺方法。这里提供一个参考,数控放电机的粗加工电极火花位取单边0.3~0.15mm,精加工电极取单边0.15~0.1mm。需要参照放电面积与加工量,在面积允许的情况下,尽可能将火花位做大一些,可获得甚至是高达几倍的加工效率。
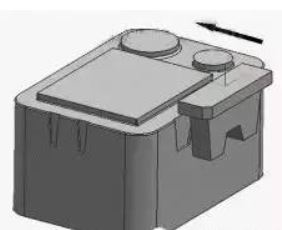
误区4. 不用侧打与斜打功能
指导:数控放电机可实现侧打、多轴加工。图示为一注塑模的成型镶件,四周有比较薄、深的胶位,此部位适合侧打。放电清除切削加工后剩下的刀具R角,是比较常见的加工类型,如果采用X、Y、Z三轴联动的方法,即斜向加工,可避免因加工部位面积小而发生放电不稳定、电极局部损耗的现象。
误区5. 不正确的放电加工表面品质控制
指导:一些模具企业,制造的模具要求并不是很高,放电部位基本都要后续进行抛光处理。在这种情况下,模具放电加工却在追求VDI18(Ra0.8μm)以下甚至是镜面加工的要求,而同时又在抱怨放电速度太慢,交期来不及。
企业应根据模具不同的要求来正确控制放电表面品质,分清楚放电的优先级是效率还是品质。对于大多数后续要进行抛光处理的加工部位,放电加工达到VDI22(Ra1.25μm)或以上即可。对于细微的部位,为避免抛光变形可以加工精细些。这里需要强调的是,在追求VDI22以下的高品质亚光表面要求时,放电时间会大幅度增加,同时电极损耗也会增加。
误区6. 镜面放电加工误区
指导:对于没有接触过镜面放电加工的模具企业,对这门技术会颇感兴趣。但遗憾的是,由于缺乏实践经验,他们的一些不正确的认知,导致出现加工失败的案例。
事实上,对于数控放电机来说,实现镜面加工并不难,而像VDI7(Ra0.2μm)级别的亚镜面才是具有极高的加工难度。能否实现高品质的镜面效果,除选用的加工参数外,其很大程度取决于工件材料,某些材料如SKD11、DC53、仿冒S136是无论如何也达不到好的镜面效果,因此一定要判断材料再决定进行镜面放电,否则可能会浪费时间而达不到要求。而对于电极来说,并没有那么严格的要求,并不是要求电极必须进行镜面抛光处理。
镜面加工的主要经验是时间的控制。多大的面积,应该设定多少时间,有经验的师傅可灵活地实现高效率的镜面生产,没有经验的情况下就只能依赖数控机床的专家系统,慢悠悠地进行放电加工,反正品质是有保证的...

地址:中国(上海)自由贸易试验区美约路81号1幢3层310室
沈阳市铁西区兴华北街18号千缘财富商汇B座703室(沈阳办事处)